A múlt pénteken ígértem, hogy e héten bemutatom, hogyan is sikerült rendbe raknom az öregedő autómon lévő apró rozsdakezdeményeket. Akkor említettem azt is, hogy a legmacerásabb a megfelelő felület-előkészítés, vagyis a rozsda eltávolítása lesz.
Aztán úgy alakult, hogy egy, az olvasóink által már többször szóba hozott szerszám akadt a kezünkbe, ami a használat közben annyira megtetszett, hogy most gyorsan írunk is egy bemutató posztot a használatáról, az autó pedig inkább csúszik egy hetet. (Ez amúgy a időjárás miatt is indokolt, sajnos nem tudtam tökéletesen szárazzá varázsolni a festés előtt a hibákat, de a jövő hétre csak eláll az eső.)

A kérdéses szerszám az egyre több kereskedésben megtalálható multiszerszám, aminek igazából még nincs korrekt magyar elnevezése. Ami azt illeti, angol sem nagyon, hiszen a „multifunction tool” azért annyira nem egyértelmű, mint mondjuk a „flex” vagy a „dekopír”. De mindegy is. A lényeg, hogy ez egy cserélhető fejes szerszám, amelyet kifejezetten a szűk, más szerszámokkal nehezen hozzáférhető helyeken való munkára fejlesztettek ki. Gyakorlatilag egy rezgőfejes csiszoló elvén működik, de jóval többet tud annál.
A konkrét gép amit itt bemutatunk egy Extol gyártmányú, állítható rezgészsámú (15000-21000) masina, de hasonló több gyártó választékában is megtalálható már. A géphez használható tartozékok ráadásul egyforma felfogatással bírnak, és miután a gyártók különböző célokra egész sokféle szerszámot készítenek, jó eséllyel megtaláljuk a számunkra optimális megoldást jelentőt.

Mint a lenti képen látható, az adott szerszám rögzítését egy központi csavar és négy kis köröm végzi. A szerszám többféle pozícióban való felszerelhetőségét a 12 kis furat biztosítja, így gyakorlatilag 12 irányba mutathat a szerszám pengéje. Bár ez nem iparági szabvány, de tapasztalatom szerint az utángyártók is ugyanilyen furatosztást használnak, tehát kis keresgéléssel szinte minden funkcióra találunk megfelelő szerszámot.
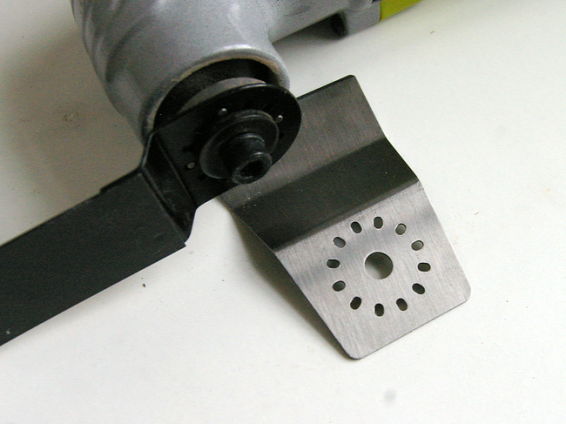

A két fő funkció a csiszolás és a vágás. Ez utóbbi, ami igazán pótolhatatlanná teszi, ugyanis a speciális kialakításának köszönhetően képes közvetlenül a padló vagy a fal mellett vágni. Erre gyakorlatilag semmilyen más elektromos szerszám nem alkalmas.

A szerszámok úgy vannak kialakítva, hogy a vágóélük legyen a legalsó pont, tehát odafér mindenhová.
Ez a konkrét gép egy igazán jó minőséget sugalló darab. A műanyagok mindenhol sorjamentesek, szépek, a gép feje pedig fémből készül. A kapcsolója kifejezettem finoman működik, és ugyanez igaz a sebesség állító kerékre is. A gép 300 W teljesítményű, ami elsőre kevésnek tűnhet, de gondoljunk bele, itt igazából csak néhány centiméter méretű munkafelületen dolgozunk, és épp a finom, a munkadarabot nem károsító tevékenység a lényeg, ráadásul itt a sebesség a fontos, nem a nyomaték, tehát ez a kraft pont elégséges lesz.
De nézzük is a konkrét funkciókat:
A gép a megfelelő tépőzáras adapterrel tökéletesen alkalmas szűk helyek csiszolására, bármilyen anyag esetén, persze a megfelelő csiszolóvászon/papír használatával.

Azonban mint írtam, az igazi nagy csoda a vágás. Mint a következő képeken látható, ez a gép gyakorlatilag mindenhez odafér, és a megfelelő vágólap alkalmazásával fától a kerámiáig bármit elvághatunk vele.


Számos olyan eset fordul elő, amikor például egy ajtótakaró lécet közvetlen a köszöb fölött szeretnénk elvágni, vagy a parkettát, laminált padlót kellene épp közvetlenül a fal mellett igazítanunk, netán egy zár helyét kell kialakítanunk. Példaként ha mondjuk a szobánkban a meglévő padlóburkolatra rakunk le új réteg lamináltpadlót, megtörténhet, hogy minden ajtótok takarólécéből le kell vágjuk alul az új padló vastagságát. Az ilyen jellegű munkákra eddig a vésőknél, vagy egy kézben tartott fémfűrészlapnál jobb megoldásunk nemigen lehetett, hiszen minden elektromos fűrész-, vagy akár gyalugép túl nagy, és nem is igazán alkalmas kialakítású volt az ilyen munkákhoz. Egyszerűen nem fért oda a munkaterülethez.
Ebben segít most ez a gépfajta. Ráadásul megfelelő szerszámmal csempét, kerámialapot vagy akár fémet is vághatunk vele. Igaz, itt mindenképp csak két-három centiméteres vágóéllel dolgozhatunk, és általában az is finom fogazatú, egyszerre kevés anyagot leválasztó, tehát mondjuk egy méteres deszka végigvágására eleve nem alkalmas.
A meglehetősen intenzíven rezgő gép a megfelelő szerszámmal ellátva kiválóan alkalmas lehet a spakli kiváltására is, tehát mondjuk vakolat vagy épp festék gyors eltávolítására bármely sík felületről. És persze használhatjuk köszörülésre, sorjázásra is, olyan helyeken, ahová egy sarokcsiszoló nem fér oda, vagy túl durva munkát végezne.

Tényleg finom fogazatról van szó...
És épp ezért is adtam a posztnak ezt a címet, hiszen egy barkácsműhely fő szerszámának semmiképp sem ez az ajánlott. Viszont az is biztos, hogy második szerszámnak nemigen találunk ennél jobbat. Valamint az is, hogy szinte minden ház körül végzett munkánál akad olyan részfeladat, amit ezzel a szerszámmal pillanatok alatt elvégezhetünk, míg nélküle hosszas szenvedéssel és ügyetlenkedéssel tudjuk csak ugyanazt megoldani.

Mint ezen a képen is látható, az utángyártó cégek választékában mindenre találhatunk célszerszámot és megoldást, érdemes kicsit kutatni a témában. Persze a szerszám felfogatását még vásárlás előtt ellenőrizzük, de mint látható szinte minden gyártónál a négy stift+ egy központi csavar a módi, tehát jó eséllyel nem lesz problémánk.
Szóval ez a masina valóban segítségünkre lehet. Én most neki is állok vele autót csiszolgatni, aztán jövő héten jövök végre az ígért poszttal.
Ha tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Csatlakozz a Furdancs Facebook-közösségéhez! Nem fogjuk megbánni.
































































Utolsó kommentek