
Az Északi-tenger egyik fúrótornyának elbontásakor a tengerfenék alatt kellett elvágni a korábban talajszint alá süllyesztett tartólábazatot, hogy hátrahagyott maradék nélkül kiemelhessék az 1200 tonnás építményt. A feladatot az üreges tartóoszlopokba belülről leeresztett, körbeforgató mechanizmussal ellátott vízvágó berendezéssel oldották meg. A kamerakép alapján vezérelt vágószerszám gond nélkül átvágta az 50 mm vastag, minőségi acélt. Később kiderült, a hazai vállalkozásoknál akár 10 centis fémlemezt is könnyűszerrel darabolnak. Ez ihlette mai témánkat, a vízvágó berendezések bemutatását.
Videóválogatásunkban nemcsak fémet, de csirkemellet is vágnak, betűket gravíroznak. Természetesen nem kerestem rá a "munkafolyamat" képes-videós illusztrálására, de tény, hogy temetkezési vállalkozások némelyike is használ kisebb, 400 Bar nyomású rendszert a hamvasztás helyett, tehát sokoldalú vágótechnológiát ismerhetnek meg írásunkból.
A vízsugaras vágás (vagy röviden vízvágás) egy olyan sokélű forgácsolási technológia, amelynél a forgácsolást nagy sebességgel (500-1500 m/s) áramló vízzel, vagy vízzel kevert abrazív homokkal végzik. 2D-s lemezprofilú alkatrészek megmunkálását teszi lehetővé, ill. egyszerűsített kivitelben 1D-s vonal-menti darabolást. A gép felépítése megegyezik a lézer-, láng- és plazmavágásnál található gépekkel.
A vágás technológiája (az előbbiekben említett három eljárással ellentétben) nem az anyag megömlesztésére épül, hanem a víznek mint sokélű forgácsolószerszámnak (hasonlóan a köszörűhöz) anyagleválasztó, koptató hatására. Az anyagleválasztás és a víz együttes használatának köszönhetően a kialakuló hőmérséklet-emelkedés a vágott felület mentén minimális, ezért ott (és annak környékén) az anyag szerkezete nem változik meg, ezért vágható például üveg, kerámia vagy bármely olyan egyéb anyag, amelynél a hőbevitel a későbbi felhasználás szempontjából káros elváltozásokat eredményez (ez lehet elszíneződés, vetemedés vagy molekuláris változás) a vágási felület mentén.
A vágás során az előtolás sebessége 1 mm/perctől akár 20 m/percig is terjedhet. A vágható anyag vastagsága az anyag minőségétől függően tág határok között mozog (akár 30-60 cm is lehet, például habok esetén), vas esetén is meghaladja a 10 cm-es vágási vastagságot. Az eljárás által kínált vágórés 0,03 mm-től a kicsit több, mint 1,5 mm-ig terjed, amely minimális anyagveszteséget jelent.
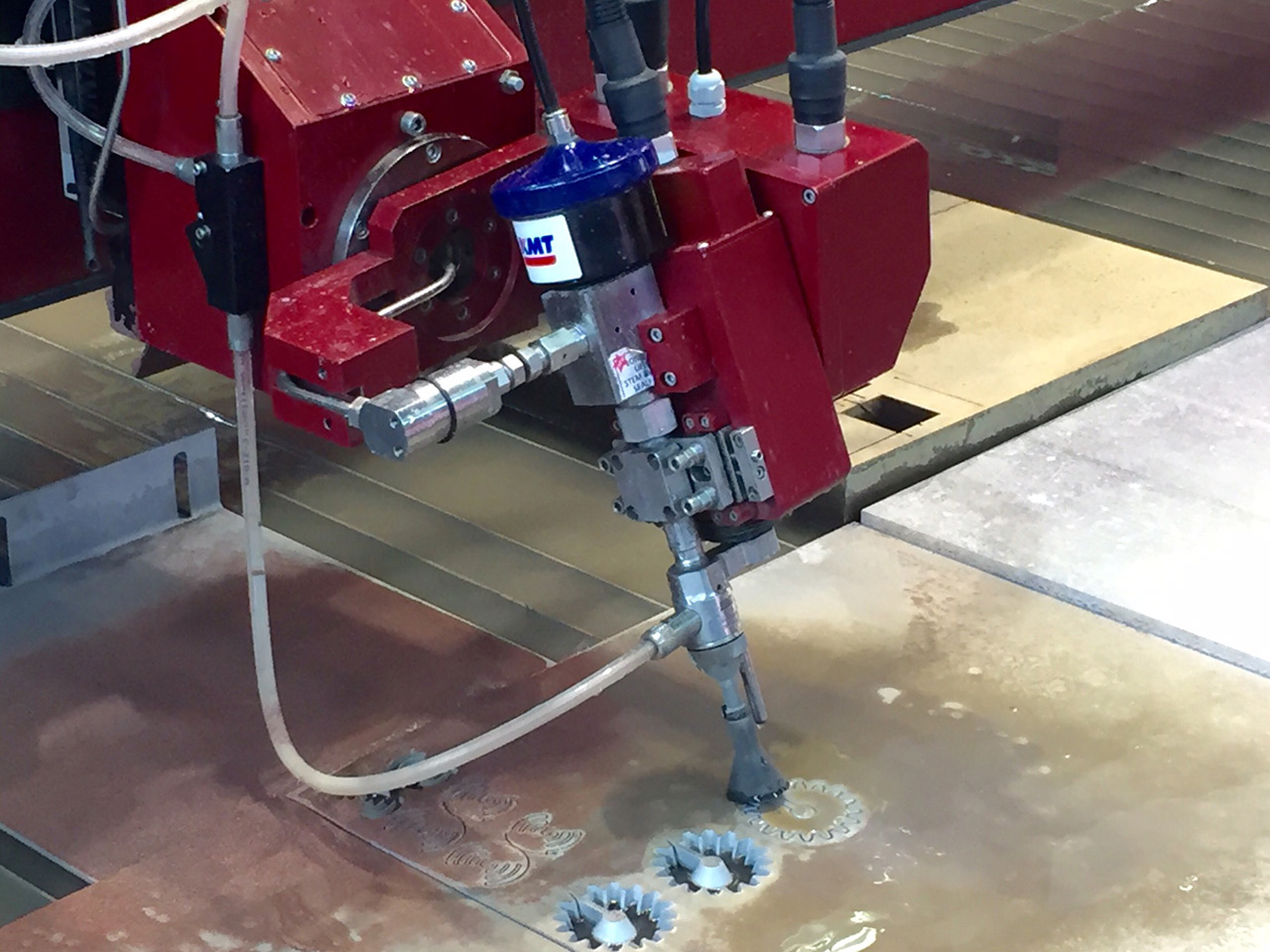
A vágáshoz szükséges nagy nyomású vizet (400-6000 bar, összehasonlításképpen a háztartásokban lévő víz nyomása 3-5 bar) hidraulikus nyomásfokozó munkahengerekkel érik el. A nagynyomású vizet a szivattyútól a vágófejig 5-8 mm átmérőjű és 1-2 mm belső átmérőjű „hajlékony” acélcsöveken továbbítják. A vágófejben nagyon kis keresztmetszetre leszűkítve érik el az elképesztően nagy áramlási sebességet.
Alapvetően kétféle változata létezik. A vízsugaras vágás: ekkor önmagában a víz eróziós hatását használják fel, míg az abrazív vízsugaras vágás esetében (abrazív: „koptató hatás”): a vizet homokkal keverve, annak sokkal nagyobb koptatási erejét használja. Ennek kétféle változata létezik: injektoros (AWJ) és szuszpenziós (ASJ). A kétféle változat a homok vízzel való keverésének módjában különbözik. Az injektoros esetében a már fókuszált vízsugárba keverik vákuumos és egyben gravitációs úton (szó szerint beleejtik) az abrazív szemcséket. A szuszpenziós vágásnál a magas nyomású vízhez keverik és egyfajta iszapot képeznek.
Maga az iszap nem tartalmaz levegőt, így a hatásfoka sokkal jobb. Ipari alkalmazásban az injektoros megoldás terjedt el. A nyitást és zárást végző szerkezet élettartama nagyon magas (többnyire tűszelepes), a keverés a fókuszálás után megy végbe, így csak magát a fúvókát érinti a koptató hatás. E keverési eljárás hátránya, hogy a víz és abrazív mellé nagy térfogatszázalékban (ami akár 90% is lehet) levegő keveredik, amely a vágás hatásfokát nagy mértékben lerontja.
Fent írtak hitelességét és szakmaiságát bizonyítja, hogy a WIKI-n kívül az első hat, vízvágással foglalkozó vállalkozás honlapján betűre ugyanez a szöveg szerepel. Igazságtalan lenne forrásmegjelölésként bármelyiket előnyben részesíteni, tehát forrás: az Internet.
Ha tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Csatlakozz a Furdancs Facebook-közösségéhez! Nem fogjuk megbánni.






