Aki már vett öreg autót, az ismerheti az érzést, ami az első pár száz kilométert kíséri. Az ember figyel a zörejekre, a furának tűnő hangokra, lesi a visszajelzőlámpákat, műszereket. Ilyenkor még nem érezzük a járművet, kicsit tartunk tőle, nem tudjuk valóban megbízható-e. Van bennünk egy adag félsz attól, hogy épp a legrosszabb helyen fog megállni a masina. Az idő előrehaladtával - ha nem történik semmi váratlan - ez az érzés fokozatosan átadja a helyét a bizalomnak. Bízni kezdünk az autóban, néha megveregetjük, akár meg is dicsérjük.

Esetemben is így működnek a dolgok. Haladt szépen a folyamat, mígnem – épp félúton járva a kialakuló bizalom felé – egyszer csak egy reggel arra ébredtem, hogy az autó bizony nem indul. Pontosabban nem csak hogy nem indul, de az egész autóban egy darab áram sincs. Még a kvarcóra sem produkál életjelet. Persze az energia nem vész el, mint tudjuk, tehát ilyenkor adja magát, hogy biztos valamelyik fogyasztót hagytuk bekapcsolva, esetleg a kontakthibássá vált, a régi Fordoknál típushibának számító kormánykapcsoló (fényváltó) okozta a gondot. Feltöltöttem hát az akkumulátort, ahogy ez megvolt, minden működött is szépen. Mígnem, a következő alkalommal leparkoltam egy fél napra Pesten. Ahol is a fél nap leteltével ugyanez történt, megint csak sehol egy fia delej...

Némi pihentetés után ilyen értéket tudott produkálni az akkumulátor. Hát ez bizony messze van az ideálistól...
Ekkor már gondoltam, hogy komolyabban körbe kell járni a kérdést. Megint feltöltöttem az akksit. Közben reménykedtem, hogy a két egymást követő teljes lemerítés nem ölte meg. (Az ólomakkumulátorok ezt nem szeretik, Paukert effektus meg hasonlók, erről irtunk már itt a blogon.) Aztán hazaérve elkezdtem méregetni.
Az rögtön kiderült, hogy az autó 'nyugalmi' áramfelvétele túl nagy (majdnem 4A), ami vagy folyamatos zárlatra, vagy bekapcsolt fogyasztóra utalt. Miután más megoldás nem volt, elkezdtem a biztosíték táblánál egyenként méregetni a fogyasztókat, hátha kiderül, merre is folyik el az áram. Saját magam is meglepődtem, amikor egész hamar megtaláltam az okot. Kiderült, hogy a szellőző ventilátor volt a ludas. Ez valamilyen korábbi, általam ismeretlen okból úgy lett átkötve, hogy gyújtás nélkül is bekapcsolható. Ráadásul, maga a kapcsolószerkezet is kontakthibás volt, tehát ha nem egy határozott mozdulattal kapcsolta ki az ember, akkor a legalacsonyabb fokozaton járva - ilyenkor gyakorlatilag zajtalanul működik - bekapcsolva maradhatott. Némi küzdelem árán, mert kibontottam hozzá a rádiót is, meg a kesztyűtartó belsejét, meg egy félmarok csavart, (jó részét mint kiderült feleslegesen, de ekkor még nem volt leírásom az autóhoz) sikerült kiszedni és megtisztítani a kapcsolót, most már precízen kattan, egyértelműen kikapcsolódik, ha nulla állásra tekerem. Megjegyzem, egy ilyen öreg autóhoz az első beszerezni való a javítási kézikönyv. Lehet a neten is vadászni ilyet, de én inkább a nyomtatott verziót favorizálom, ráadásul ehhez az autóhoz az ismert német sorozatból elérhető a magyar nyelvű változat is.
Ami a gond másik felét illeti, az viszont még nem múlt el. A biztosítékdobozban ugyanis nem csak ez a direktre kötött vezeték a rendbe rakni való. Van ott néhány egyéb vezeték is, és bár sikerült mindent beazonosítani, de a biztosíték dobozt könyv nélkül még nem akartam szétszedni.

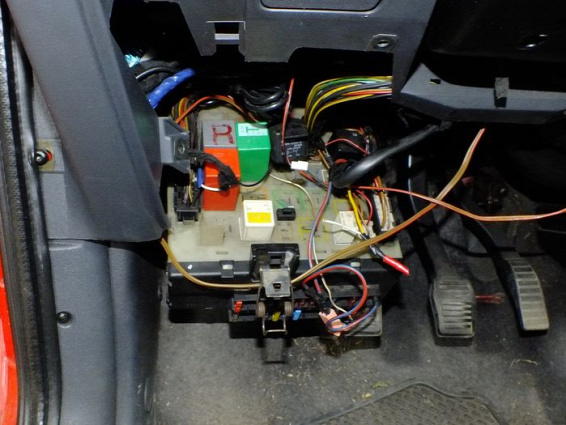
Itt már azért kicsit rendberakva látszik.
Az autóban van (volt) egy utólag beleszerelt, klasszikus pittyegő és villogó riasztó is. Ezeket én nemigen kedvelem, nem gondolom, hogy egy huszonéves autót pont ez fog megvédeni (mitől?), viszont egy ismeretlen márkájú, utólag beszerelt, dokumentáció nélküli riasztó mindenképp időzített bomba. Ezt tehát kiszedtem, a biztosíték doboz fölé volt begyömöszölve. Az lett volna a cél, hogy a teljes hozzá tartozó utólagos vezetékgubancot is kiszedjem, ez azonban túlságosan profi módon lett 'beintegrálva' az autó gyári vezetékei közé, és miután ekkor még nem volt gyári kapcsolási rajzom, ennek nem estem neki. Az autó remekül működött a riasztó kiszerelése után. Működőképes maradt a központi zár, az viszont kiderült, hogy a korábban a riasztóhoz kötött indításgátlónak kell egy külön pozitív jelet adni. Ezt megoldottam. (Egy plusz vezetékkel. Pedig ugye épp ezeket a plusz drótokat akartam kiirtani...) Ez persze ideiglenes megoldás, ha össze szedem a lelki erőmet, nekifogok és tényleg szétborítom a vezetékezést, (már van kapcsolási rajz) és rendet rakok. Erről biztos lesz külön írás, annyi drót van ott, lehet bele sem férnek egy posztba
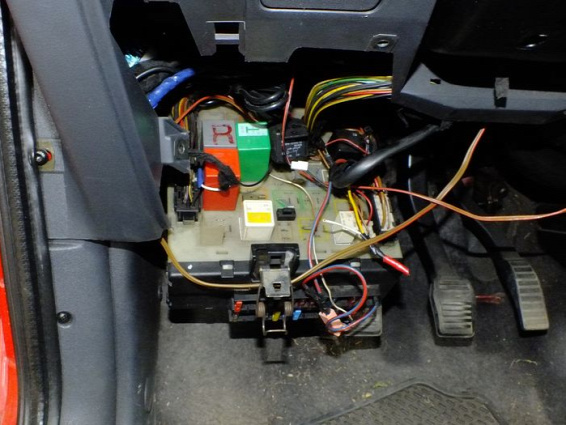
Onnan a sötét üregből kellett kibányászni a riasztót, de a kábelezése jórészt még ott bújkál.
Viszont, ha már le volt billentve a biztosítékdoboz, végignyomoztam a rádióhoz menő millió kábelt. Sikerült is kiválogatni a kábelkötegből a gyárilag erre való ereket, megvolt minden, állandó és vezérelt+, világítás+, meg a négy hangszóró gyári vezetékezése is. Az utólag befűzött párhuzamos kábeleket kidobáltam. Viszont a Ford rádió kivétele után kiderült, hogy az bizony nem csatlakozókkal van bekötve, (vajon hova lettek?) hanem forrasztással, ami néhol kicsit átlóg a szomszédos lábakra is. Így már megvolt az ok, miért voltak értelmezhetetlenek a rádió balance és fader gombjainak tekergetésére történtek.
Ezt persze rendbe kellett szedni. És ha már, akkor majdnem gyári módon. Szereztem egy Ford-Iso csatlakozó kábelt (köszönet a CONRAD-nak érte), és szerelhető ISO aljzatokat.
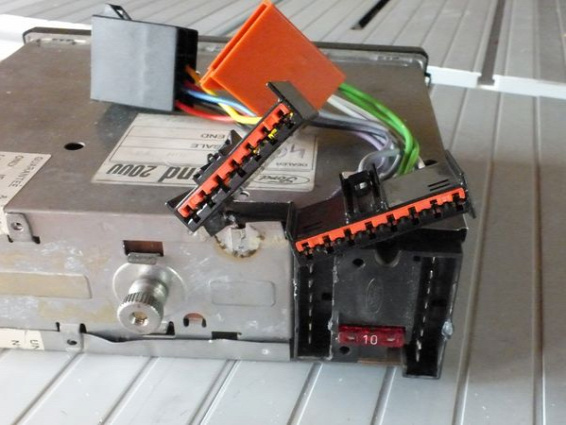

Az autó vezetékeire szépen rákötöttem az ISO aljzatokat, a rádióról leforrasztgattam a kábelvégeket, és megpucoltam az aljzat érintkezőit, hogy rá tudjam tolni a Ford csatlakozókat. Azért iktattam be az ISO csatlakozókat, mert sejtettem, hogy a korhű kazettás fejegység inkább a korhűségben lesz erős, mintsem a hangminőségben. Ez sajnos be is igazolódott, de erről majd később írok.
Az egyetlen valóban hibának nevezhető probléma az autóval a régebbi Fordok esetében tipushibának számító index/fényváltó kapcsoló kopása volt. Ez a gyakorlatban úgy néz ki, hogy elég az indexkarra ránézni, és máris fénykürt állásba ugrik. Mondanom sem kell, hogy ez épp az útkereszteződésekben némi veszélyforrást hordoz magában. Ez a hiba ismert, minden alkatrészes cégnél hegyekben állnak az ilyen kapcsolók. (Korábban létezett erre szakosodott felújító kisipar is, meg is lehetett várni a műtétet.) Ez a kapcsoló persze komplett egység, a vészvillogó gombjával és az ablaktörlő karjával együtt egy patkó formájú házban foglal helyet, ami felülről, egyben ül rá a kormányoszlopra.

Így néz ki egy -bontott- kapcsoló. Egy darab átmenő csavar tartja a tetején, a piros gomb mögött, a hátán pedig két spéci dugaljra dughatjuk rá az autó csatlakozóit. Ezután rámegy a kormányoszlop műanyag takarólemeze és kész is.
A gyári (pontosabban Ford emblémás) kapcsolók megfizethetetlenek, és persze a Hella is. Van ugyanakkor sok más német, olasz, spanyol gyártótól is ilyen egység.
|
Az autók szerelésével kapcsolatos posztoknál előbb-utóbb a kommentekben szóba kerülnek a 'gyári' alkatrészek. Számomra meglepő, hogy sokan még ma is azt hiszik, hogy az autógyárak gyártják az autókat. Pedig ez már 100 éve sem így volt! Az autógyárak csak összeszerelik az általuk tervezett autókat! Persze néhány nagyobb egységet általában maguk gyártanak, de a kisebb alkatrészek túlnyomó részét külső beszállítókkal gyártatják, tőlük vásárolják. És hogy ezek milyen nemzetiségű gyártótól származnak, és úgy általában mennyire tartósak, milyen minőséget képviselnek, az egyes-egyedül pénzügyi kérdés! Az adott autógyártó szándékától, aktuális piaci pozíciójától függ. Ha bármelyik autógyár raktárának polcáról leveszünk egy csapágyat, futómű-gömbfejet, elektromos vagy elektronikus alkatrészt, fékalkatrészt, vagy épp bármilyen szervizalkatrészt, az biztos nem az adott autógyár terméke lesz, hanem egy neves, vagy épp sosem hallott nevű beszállító terméke. Egy német autóban épp úgy lehet olasz beszállító alkatrésze, mint ahogy egy elvileg amerikai gyártású járműben is lehet angol vagy francia alkatrész. Az autókat amúgy is mindenfelé gyártják a világon, ez a konkrét Escort például Spanyolországban születet. Nyilván nem gondolja senki, hogy minden alkatrészt Németországból vonatoztak oda a gyártásához...
|
Ezek a gyártók, beszállítók a legtöbb esetben a szabadpiacra is forgalmazzák ugyanezeket az alkatrészeket, persze a saját márkanevükön. Ezek az úgynevezett 'első beszállítói' alkatrészek. Ha valaki jobban el akar mélyedni az autószerelésben, felújításban, jó, ha utána néz az adott típusnál használt alkatrészeknek és azok beszállítóinak, ugyanis hatalmas különbség lehet árban az autógyár címkéjével átmatricázott, vagy az eredeti alkatrészgyártó nevét viselő, valójában azonban teljesen azonos alkatrészek között.
Persze a bontókban is rengeteg ilyen kapcsoló található. Ugyanakkor arra nincs igazán sok esély, hogy egy bontott kapcsoló tökéletes lesz, hiszen nyilván az is kopott a használat folyamán. Szerencsére ez a kapcsoló nagyon sok korábbi Fordban megtalálható volt, a későbbi évjáratoknak ugyan több sebességes az ablaktörlő szakaszos üzemmódja, de miután az elektronika is a kapcsoló házában lakik, ez az alkatrész csereszabatos a korábbiakkal is. Végül én kaptam egy barátomtól egy olaszországi bontóból való darabot. Jobb is mint az enyém, és sokkal szebb, semmi kopás nincs rajta, de azért ez sem száz százalékos már, úgyhogy alkalomadtán beruházok egy új darabra. Persze nem Ford emblémás lesz, de van több európai utángyártó cég, az ő termékeik még épp megfizethetőek.
Kiváncsiságból azért szédszedtem a rosszabb darabot, mert a neten találtam olyan korábbi hirdetést, amiben élelmes vállalkozó pont ennek a kapcsolónak a gyors (megvárható) felújítását igérte. Gondoltam, hátha tényleg egy kis rézlemezzel, vagy egy új rugóval orvosolható a dolog. Hát, nem nyertem, az egész kapcsolóház olyan mint egy mobiltelefon háza, egyszerre kell vagy egy tucat fület körben kipattintani, és ha sikerül, akkor egy mozdulattal hullik szét a teljes beltartalom, miközben rádöbbenünk, hogy épp az eddig a tetejének gondolt oldal az alja a kapcsolónak... Ha az életem függne tőle, talán össze tudnám legózni, de most inkább félretettem az egészet egy szatyorban.

A széthullott kapcsolón elég nehéz rájönni, hogy a sok, a nyomtatott alaplapra felvitt rézbevonatból melyik mire is való, és melyik kopása okozza a gondot. Egyszerűbb venni egy új darabot.
|
Lehet hogy sokakat megbotránkoztatok, de én bizony onnan szoktam lemérni egy beszélgetőtársam hozzáértését az autókhoz, hogy előhozakodik-e a szokásos sztereotípiákkal. Az általánosítást minden területen a korlátoltság jelének tartom. Ha valaki elkezdi szidni mondjuk a francia és olasz autókat vagy alkatrészeket, rögtön tudom, hogy nem szabad komolyan venni. Különösen manapság, amikor az egyre bonyolultabbá váló technika és a rövidülő termékciklusok miatt mindenki mindenkivel összedolgozik, európai autók készülnek japán erőforrásokkal és fordítva, ugyanazon a (kelet-európai) gyártósoron készül a pocséknak mondott francia és hűdeszuper japán autógyár emblémájával ellátott, valójában 99%-ban megegyező modell... Persze lehetnek még mindig különbségek, mondjuk a minőség-ellenőrzés szempontjainak betartásában. De nézzük csak: Lehet a világon bárhol is az adott gyártó, jó eséllyel ugyanazokon az egyetemeken végzett mérnökök tervezik az autóikat, ugyanolyan szoftvereket használva. Ugyanazoktól a gyártóktól származó robotok hegesztik és szerelik össze a karosszériákat, majd szerelik beléjük a szintén ugyanazoktól a beszállítóktól származó alkatrészeket. Így jártunk. Még dajkálhatjuk egy ideig az előítéleteinket, de lassacskán le kell mondjunk róluk.
|
Ebben a posztban jóval kevesebb szerelést ábrázoló kép van, mint terveztem, ugyanis hiába fényképeztem minden folyamatot végig, a képek a memóriakártyák, pendrájvok és hordozható merevlemezek között valahogy elkallódtak. Erre most döbbentem rá, viszont ezek a szerelések nem most történtek, és én mégegyszer szét nem szedek semmit, különösen, hogy a lebontott burkolatok hiányzó csavarjait mindenhol pótoltam, tehát vagy 15-20 csavart kéne kitekerni a képek újragyártásához. Legközelebb jobban figyelek. A nyitó kép mest is a SHORPY oldaláról való. Jövő héten megint jövünk.

Ezt a videót még muszáj megmutatnunk, az öreg autók egyik legjobb szerelési tippjét nem más, mint Basil Fawlty mutatta be, talán emlékeznek rá sokan:
Ha tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Csatlakozz a Furdancs Facebook-közösségéhez! Nem fogjuk megbánni.

 Forrás: betonesztrich.hu
Forrás: betonesztrich.hu







 Testtartás faragás közben
Testtartás faragás közben










 Vágás görbe vonal mentén egyenes élű laposvágóval
Vágás görbe vonal mentén egyenes élű laposvágóval

 Félkerek vágó
Félkerek vágó 






















 Korábbi rádiómagnó szereléses posztunk befejezetlen maradt, lévén hogy annak alanyát megette a rozsda. Szerencsére most újra lett szerelni való...
Korábbi rádiómagnó szereléses posztunk befejezetlen maradt, lévén hogy annak alanyát megette a rozsda. Szerencsére most újra lett szerelni való...